| 自動はかりに係わるJISの改訂について 2018年7月12日 一.規制の概要と自動はかりの分類について 計量標準普及センター 法定計量管理室長 三倉伸介氏 視点1:民間事業者の参入の促進 視点2 技術革新、社会的環境変化への対応(論点8) 視点3:規制範囲・規定事項等の再整理・明確化 論点8 特定計量器として規制することを検討すべき計量器 ・自動計量の精度向上に伴い、高速計量・自動計量が可能な自動はかりが全国に普及。 はかりの取引・証明での使用場面の増加が想定される中、非自動はかりだけが法規制されている現状 (欧州では規制対象であり、OIMLでも技術基準の国際規格が整備されている) ・自動はかりを使用した質量の計量による取引・証明が行われている現状から自動はかりを 特定計量器として規制すべき 規制の対象 下図  自動はかりに関するスケジュール 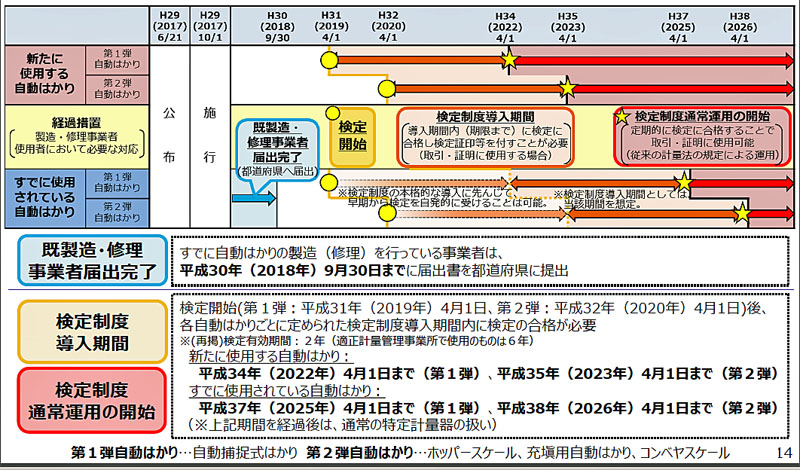 2.規制に係わる作業状況 OIML国際勧告(R)を基に、国内の事情考慮して、国際整合性を図る。 ①OIML ・連続式積算自動はかり(ベルトウェィア) OIML R50:2014 ・自動捕捉はかり OIML R51:2006 ・充填用はかり OIML R61:2017 ・不連続式積算自動はかり OIML R107:2007 ②JIS ・自動捕捉はかり JIS B 7607:2017 ・ホッパースケール JIS B 7603:2015 ・充填用自動はかり JIS B 7604-1、-2:2017 ・コンベヤスケール JIS B 7606-1,-2:2018
3.1 自動はかりの分類 ①政省令改訂後:2017.10.01~ 特定計量器 ・非自動はかり 目量10mg以上であって、目盛り標識の数が100以上のもの 検定対象外 載せ台面積が小さい者・載せ台が狭い者 自重計・家庭用計量器 ・自動はかり 自動補足式はかり・充填用自動はかり・ポッパースケール・コンベヤスケール 検定対象外 その他の自動はかり ②はかり(JIS B 7611-2)物体に作用する重力を利用して、その物体の質量を計量するために使用する計量器 ・自動捕捉式はかり (JIS B 7607:2018予定) 自動重量選別機、質量ラベル貼付機及び計量値付け機の総称 a)自動重量選別機 異なる質量の物体(例えば、包装商品)をその質量と基準設定値ちの差に応じて 複数のサブグループに分類する自動はかり オートチェッカー又はウェイトチェッカー b)質量ラベル貼付機 事前に寄せ集めた個別の物体(例えば、包装商品)の質量の計量値のラベルを貼り付ける自動はかり c)計量値付け機 事前に寄せ集めた個別の物体(例えば、計量値、単価及び料金付き包装商品)の表示質量及び 単価を基に料金を計算してラベルを貼り付ける自動はかり ・ポッパースケール(JIS B 7603:2015) バルク(ばら荷)製品を分割し、分割した各バルクの質量を計量して、その計量結果を合算した後、 分割したバルク(ばら荷)を戻す自動はかり *次のタイプのはかりには適用しない a)動きながら計量するはかり b)袋などの容器に充填する機能を持つはかり c)複数の容器で各計量した者を組み合わせて充填する機能をもつはかり ・充填用自動はかり(JIS B 7604-1、-2:2017) 自動計量によって、バルク(ばら荷)又は液体材料から所定の実質的に一定な質量の製品を容器に充填 することを意図した自動はかりであり、かつ、基本的に計量部モジュール(1個又は複数個)に付属する 自動供給装置(1個又は複数個)及び適切な制御装置と排出装置とを含むはかり ・コンベヤスケール (JIS B 7606-1,-2:2018) 搬送装置の動きを中断することなく、バルク(ばら荷)を連続計量する自動はかり。 (コンベヤスケール型の連続式積算自動はかり) a)バルク(ばら荷)状態の製品の質量をその製品の質量をその製品に働く自由落下の加速度(重力) の作用とベルト速度との組み合わせによって測定するコンベヤスケール b)単速度ベルトコンベヤ、可変速度ベルトコンベヤ又は多速度ベルトコンベヤと共に使用する事を 意図したコンベヤスケール ・その他の自動はかり 自動はかりの内、上記以外のもの ③自動はかりの分類 ・自動補足式はかり 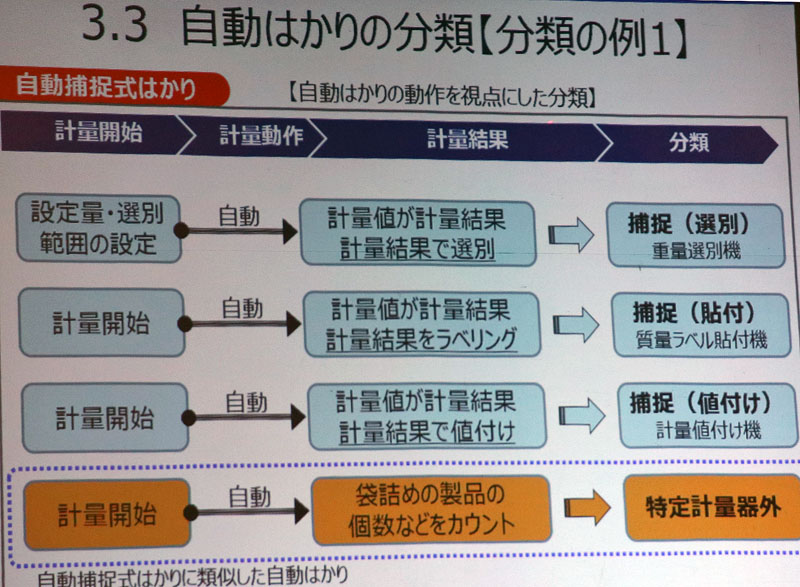 ・コンベヤスケール 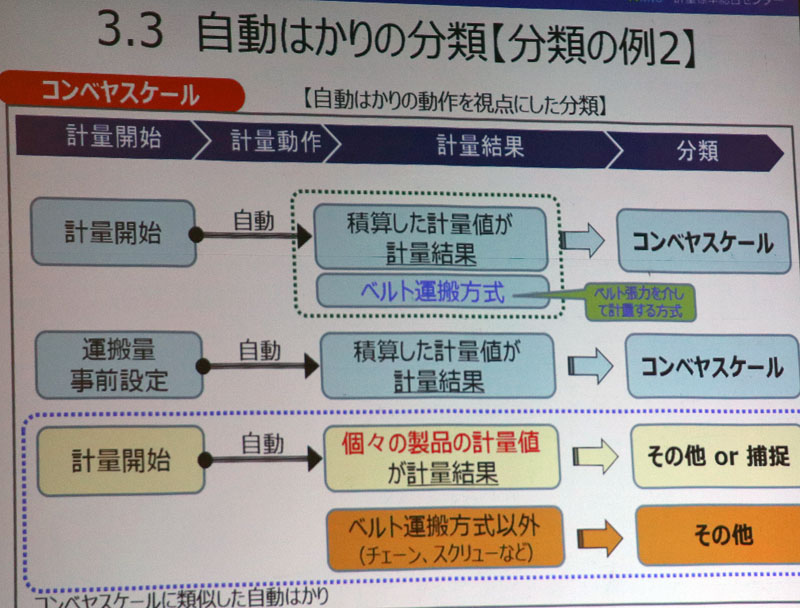 ・充填用自動はかり 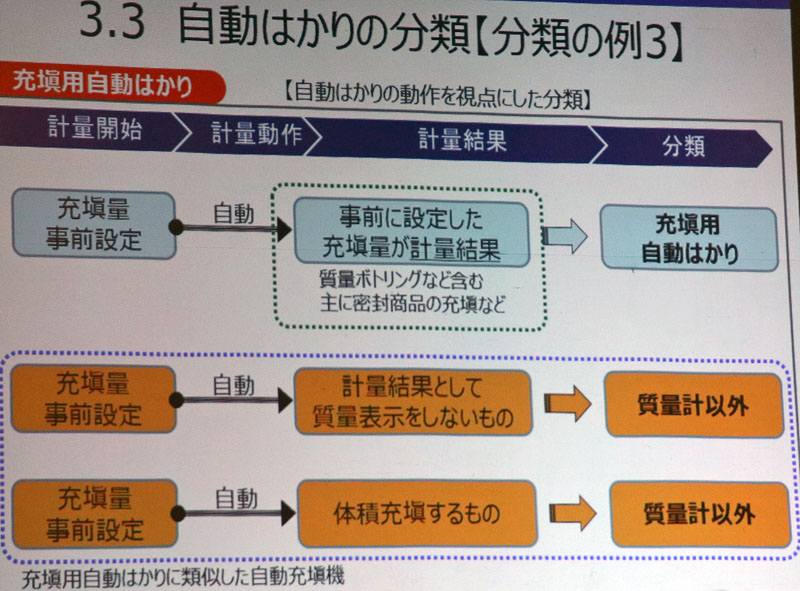 ・ポッパースケール 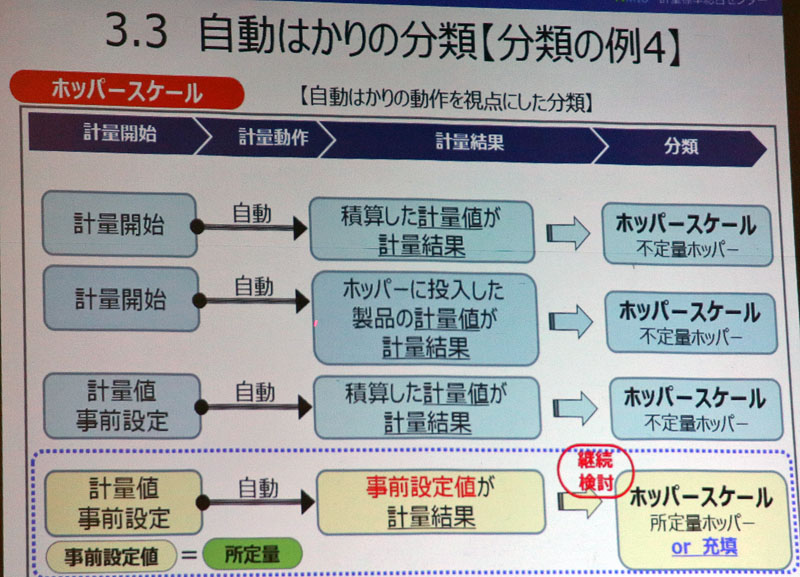 二.自動はかりの技術基準について 計量標準総合センター 工学計測標準研究部門 計量器試験技術 高橋 豊氏 1.整備状況と課題 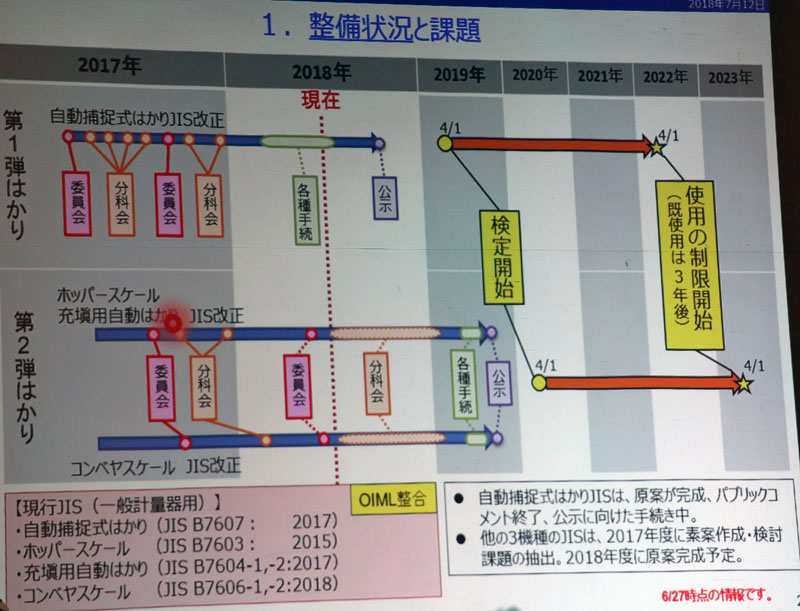 ①ポッパースケール/充填用自動はかり ・類似した構造・OIML勧告対象外のものがあり、分類を検討中 →検定公差・検定方法が全く異なる →市場で実際に必要とされる計量精度は? ・実態に即した検定方法(OIMLには無い方法)も検討中→分銅におる試験 ②コンベヤスケール ・実量試験とテストチェーンによる試験の基準と方法 →検定で担保すべき性能・使用者が行える調整の範囲 ・コンベヤスケールの構造が多様 →特殊な構造・既設コンベヤへの後付け品の対応 2.自動捕捉式はかり ①分類
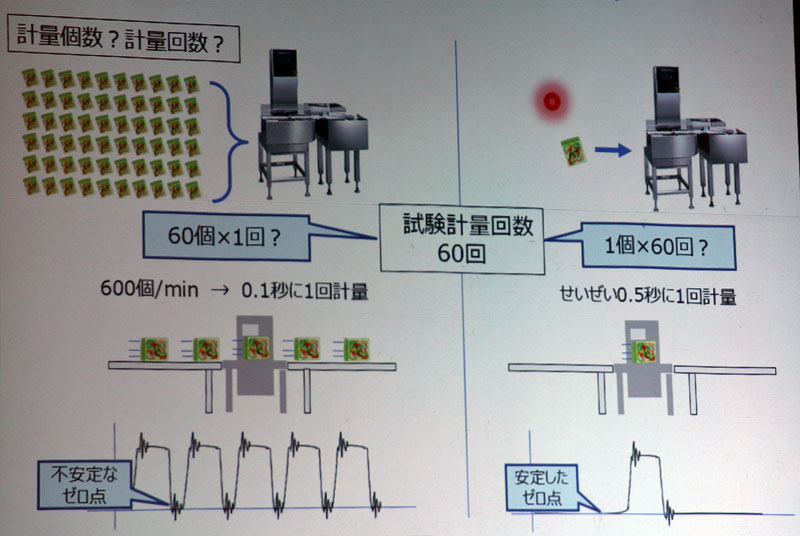
Xには、製造事業者が指定する等級指定係数(x)が付く ②器差検定の方法 ・試験荷重 種類:原則、実材料(実際に使用する製品) 疑似材料(寸法・重心に注意)も可 質量:ひょう量、最小測定量、検定交差が変わる点を含む2点→4点以上 ・基準分銅、実量基準分銅又は基準はかり → 器差が検定交差又は最大許容標準偏差の小さい方の1/3以内 → (基準はかりの場合は)目量又は感量の1/10が検査交差の1/5以内 ・基準はかり以外のはかり(電子天秤など) → 目量(実目量)が検査交差の1/5以内 ただし、追加荷重を行えるものは、その補間可能な桁が検査交差の1/5以内 → 基準分銅等で器差を補正して使用 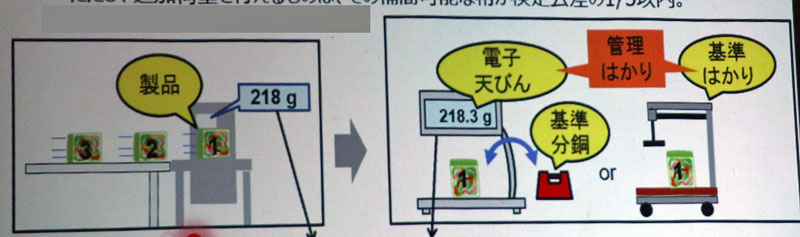 ↑ ↑ 器差 = 計量値 ー 真実の値ーーーーーー ・動補正が必要な場合は、試験前に動補正を行う (静的計量値と動的計量値との差を除去するための補正) ・器差検定は、通常の自動計量動作にて行う ・ゼロ点設定は、試験の開始前に行い、試験中は行わない。 ・試験荷重を規定の計量回数自動計量し、計量値を記録する。 例:ひょう量3000g、目量1g、最小測定量20g
 実際に使用する条件で検定を行うのが基本 ・試験荷重を管理はかりで計量し、真の値を記録する。器差を算出 カテゴリYは、「個々の器差」が検定交差内であること カテゴリXは、「器差の平均値」が検定交差内であること ・使用計量範囲 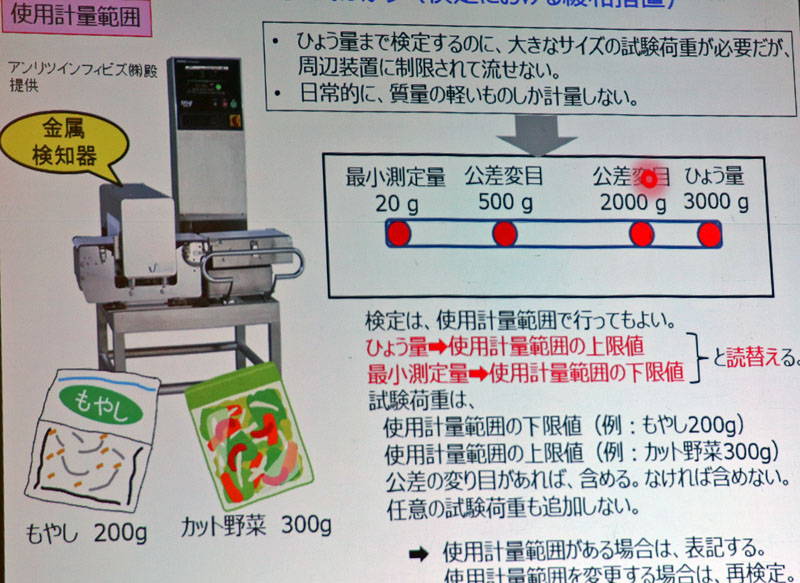 ・最大許容標準偏差 事前準備・試験方法とも器差検定に同じ 規定回数の器差を測定した後、器差の標準偏差を算出する。 新規はかり 例1:XIII(0.5) XIII(1) 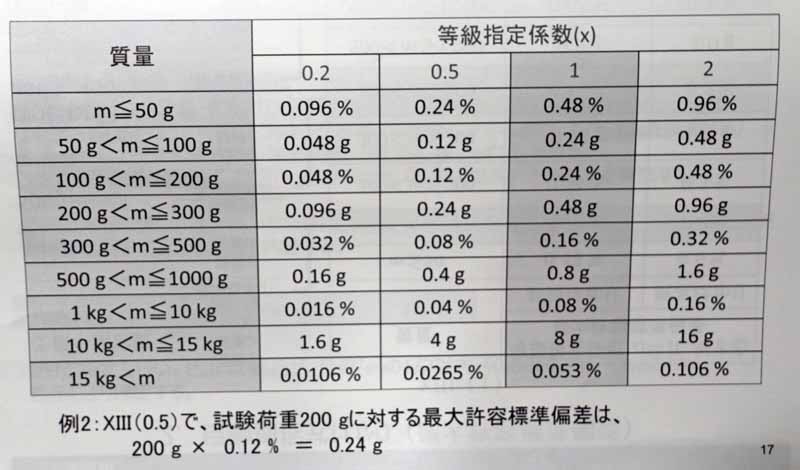 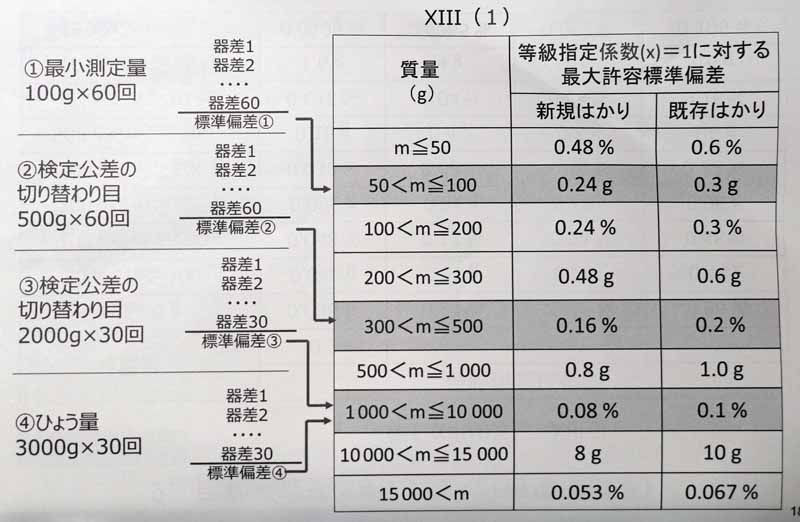 ・ゼロ点設定精度の検査方法と検定基準 新規はかり ⅰ試験は、非自動(静的)運転で行う。 ⅱゼロトラッキング装置・自動ゼロ点設定装置は、作動不能にする。 ⅲゼロ点設定を行う。 ⅳ表示が1目量変化するまで、追加荷重を行う。 ⅴゼロの器差を算出し、目量(e)の1/4以内(0.25e以内)であることを確認する。 上記の方法で難しい場合は、ゼロ点設定範囲内の試験荷重の器差を測定し、器差が検定交差内で有ることを 確認することで、代替する。 既存はかり ゼロ点設定を行い、ゼロ点の器差が、目量(e)の1/2以内(0.5e以内)であることを表示により確認する。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||